Injection molding gate design is the key to the quality of plastic parts
Good molding gate design can prevent defects such as bubbles and shrinkage, while also improving filling speed, reducing pressure, and saving materials. Therefore, gate design in injection molding is very important and requires optimization and adjustment based on specific material, mold, and product requirements.
Mold Runner
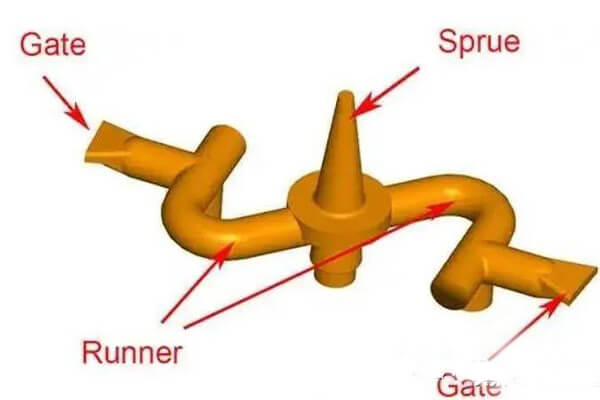
The runner is an important channel from the sprue to the mold gate, and it is the flow channel of the molten plastic injected from the nozzle of the injection molding machine. Runners should be designed for low resistance and prevent cooling. Usually, the flow channel is designed to be trapezoidal or circular.
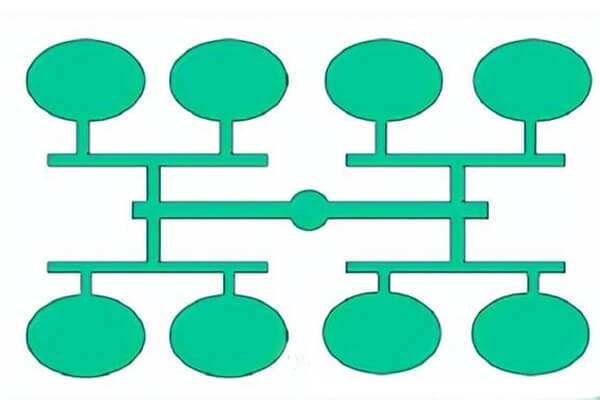
To achieve precise dimensions in multi-cavity molds, the flow channel design plays a crucial role. The accompanying figure illustrates a standard flow channel design for a multi-cavity mold.
Injection Molding Gate
When the plastic flows into the runner, the plastic close to the mold surface is the first to reduce heat (cool) and solidify. When the plastic flows forward, it only flows through the solidified plastic layer here. And because the plastic is a low heat transfer material, the solid plastic forms the green insulating layer and the retaining layer can still flow. Therefore, in an ideal situation, the gate should be set at the position of the cross-flow channel layer, so as to make the best plastic flow effect. This situation is most common in circular and hexagonal cross runners. However, the trapezoidal cross runner cannot achieve this effect, because the gate cannot be set in the middle of the runner.
Purposes of Injection Molding Gate Design
In gate system design, gate location, number, geometry and size are very important to production efficiency and dimensional accuracy.
The role of the design gate is as follows:
- 1. Control the volume and direction of the plastic melt flowing into the cavity.
- 2. Before solidification, seal the molten material in the mold cavity and prevent the melt from flowing back to the flow channel.
- 3. Generated due to heat caused by viscous dissipation.
- 4. It is easy to cut the flow channel and simplify the post-processing of the product.
Influence Of Injection Molding Gate On Production
1. The length of the runner determines the injection pressure and clamping force, and the shortening of the full flow length can reduce the injection pressure and clamping force.
2. The position of the gate will affect the holding pressure, the size of the holding pressure, and whether the holding pressure is balanced. Keep the gate away from the future stress position of the product (such as the bearing) to avoid residual stress. The position of the gate must consider exhaust. To avoid the occurrence of wind, do not place the gate on the weak or embedded part of the product to avoid misalignment.
Requirements For Injection Gate Location
- 1. Appearance requirements (gate marks, weld lines)
- 2. Product function requirements
- 3. Mold processing requirements
- 4. Warping deformation of the product
- 5. The gate is not easy to remove
Types of Injection Molding Gates
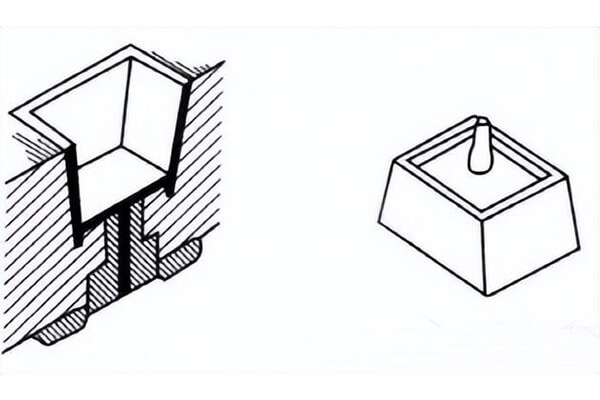
Unrestricted gate
Unrestricted gate is also called straight gate, as shown in the figure below. The mold design of this gate form is simple, easy to operate, easy to form and reduces shrinkage. Nevertheless, using this gate design can increase the molding cycle duration and result in molding defects, such as cracks, warpage, and residual stress.
Because of the cross-sectional area of this gate, straight gates are designed to solidify quickly. The advantages of this form of gate are as follows:
- 1. Due to the reduction of residual stress and deformation around the gate, the crack, warpage and deformation of the product are reduced.
- 2. Due to the reduced injection pressure in the mold cavity, a larger projected area of the product is allowed.
- 3. The molding cycle is shortened as a result of the gate closing time being reduced.
- 4. Product quality is improved by eliminating post-processing.
6 types of restrictive injection gates
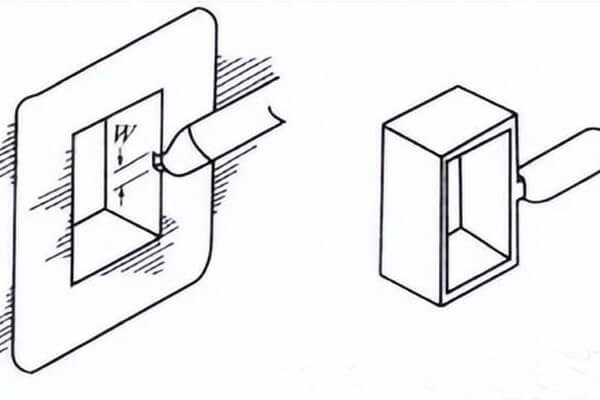
- 1. Side gate
The thickness of the side gate is usually 30%-40% of the wall thickness of the product. Additionally, the width of the side gate is approximately three times the wall thickness of the product, and it can be used with almost all types of plastics. The laminated gate and the spoke gate are deformation designs of the side gate.
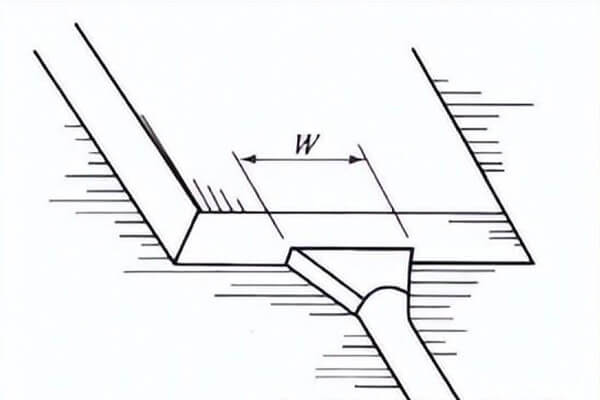
- 2. Fan gate
The section of the fan gate is wide and flat, which effectively eliminates the defects of the gate, and is often used for flat products.
- 3. Membrane gate
The above figure is a typical film gate design, the gate width is the same as the product width, but the thickness is much smaller, which can effectively eliminate the residual stress and deformation of the product just like the fan gate. - 4. Disk gate
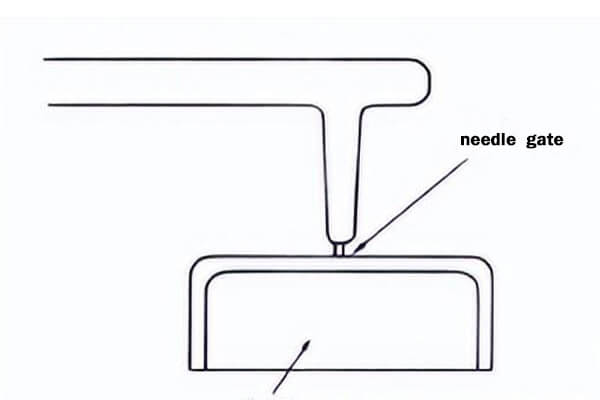
A thin disk gate surrounds the disk or ring to avoid weld lines. The ring gate is a variant of the disk gate. - 5. Needle gate
The needle gate is commonly positioned at the center of the product and is frequently employed for multi-point gating. Due to its diameter typically being 0.8-1.2mm, the gate has a small cross-sectional area, which results in high flow resistance. To prevent underfill, it is advisable to use low-viscosity plastic or high injection pressure.

The characteristics of pin gate are as follows:
The selection of the plastic gate position is relatively loose.
The residual stress around the gate is low.
It is easy to achieve gate balance for multi-cavity molds.
For products with a large projected area, the multi-point needle gate can effectively eliminate the warpage of the product.
The needle gate is easy to cut off. For the three-plate mold, the automatic gate cut-off is easy to realize, and the separation of the product and the gate is easy to realize. - 6. Latent gate
Submerged gates are shown in the figure above. Usually, the gate is located on the parting surface of the mold, but only the runner of the latent gate is located on the parting surface. There is not much difference between double gates, but one benefit of latent gates is that they can even be applied to two-plate molds. When the molded product is ejected, the gate will automatically fall off.
Positioning Of Injection Molding Gate
When deciding on molding gate placement, it is important to take into account the part’s design, as well as the flow and end-use needs of the final product.
The following points should be kept in mind:
- 1.When dealing with large parts that require multiple gates, it is important to position the gates close enough to each other to reduce pressure loss. This minimizes cooling at the junction of the resin flow fronts, resulting in better weld line strength. Selecting an appropriate gate size is also important for achieving reasonable pressure and speed during filling.
- 2.Gate transition length should be minimized as much as possible.
- 3.Impingement gates can direct incoming fluid against the cavity wall or core, helping to avoid swirl.
- 4.To prevent air entrainment, the resin flow from the gate should direct the air towards the vent slot.
- 5.Gates should be placed in a way that facilitates resin flow from thick to thin wall areas, reduces weld lines, and avoids impact and stress areas.
- 6.To minimize swirls, radiation spots, and gate whitening, the gate should be positioned at an appropriate angle to the runner.
- 7.Directly pouring onto decorative surfaces can result in surface defects.
Tips for selecting injection molding gate location
1. Positioning the gate at the thickest part of the product and pouring from that location can improve the filling and pressure-holding effects. If there is insufficient packing, thinner areas will solidify faster than thicker areas. To prevent hysteresis or short shots, it is best to avoid placing gates in areas where there is a sudden change in thickness.
2. Whenever feasible, it is recommended to pour from the center of the product. This placement can result in equal flow lengths, which can impact the required injection pressure. Pouring from the center also facilitates uniform holding pressure in all directions and can help prevent uneven volume shrinkage.
3. Gate: The gate is a narrow passage that connects the runner and the mold cavity. It has a small cross-sectional area, which serves two important purposes:
- 1.The small size allows the gate to cool quickly after the mold cavity is filled with molten material.
- 2.The narrow passage facilitates the easy removal of water, from the mold cavity during the filling process.
- 3. After the dewatering port is completed, only a few traces are left.
- 4. Simplify the management of filling multiple mold cavities.
- 5. Reduce the phenomenon of excessive filler.
Methods Of Sprue Runner Gate Design
There are no strict rules for gate design, as it largely relies on experience, but two essential factors must be considered:
- 1.Gate cross-sectional area should be larger and channel length shorter to minimize pressure loss during plastic flow.
- 2.The gate should be narrow for easy freezing and to prevent backflow of excess plastic. Thus, it should be located in the center of the runner and have a circular cross-section as much as possible. However, the switch of the gate is usually controlled by the module. switch to decide.
- 3. Gate size:
The optimal size of a gate can be determined based on its cross-sectional area and length. Several factors can influence the determination of the ideal gate size, including:
1. Rubber flow characteristics.
2. The thickness of the module.
3. The quantity of plastic injected into the cavity.
4. Melting temperature.
5. Mold temperature.
Injection Molding Gate Balance
As the plastic melt flows from the mouth to the end of the cavity, the polymer pressure drops accordingly. Hence, in the case of multi-cavity molds, it is crucial to achieve gate balance so that each cavity is uniformly filled with plastic melt. Two methods to achieve gate balance include adjusting the length of the gate channel and modifying the cross-sectional area of the gate. Gate balancing should optimize the length, width and depth of the gate.
Adequate design of gate and runner balance can prevent molding defects from occurring during the actual molding process of multi-cavity molds, including issues like flow marks, shrinkage, under-injection, dimensional inconsistencies, and weight variations.
Improper Molding Gate Cause Injection Defects
Improper mold gate design will cause various injection defects of products, such as:
- Burrs: The melt at the gate flows into the injection mold, and the solidified melt may remain at the gate during the flow process, forming burrs.
- Short shot: Short shot means that the injection molded part is not fully filled at the gate, resulting in defects or lack of filling in some areas.
- Bubbles: During the flow of the melt, if the gas cannot escape from the mold smoothly, it will be wrapped inside the injection molded part and form bubbles.
- Hot flow lines: The design of the gate may guide the melt flow, forming hot flow lines, resulting in marks or defects on the surface or inside of the injection molded part.
- Shrinkage cavity: Improper gate design may also cause shrinkage cavity or shrinkage on the surface or inside of the injection molded part.
- Tensile deformation: If the gate position is not appropriate or the gate size is not suitable, it may cause tensile deformation of the injection molded part, resulting in inaccurate size or shape that does not meet the requirements.
- Poor exhaust: Improper gate design may prevent gas from escaping from the mold, resulting in poor exhaust on the surface or inside of the injection molded part.
How to Optimize The Injection Molding Gate
Optimizing injection molding gates is critical to ensuring high-quality molded parts and minimizing production costs. Here are some steps you can take to optimize your injection molding gating:
- Determine Optimal Gate Location: The location of the gate can have a significant impact on the quality of the part. You will need to determine the optimal gate location based on the part geometry, wall thickness, and type of material used. Typically, the best gate locations are in the thickest part of the part or where the runners are shortest.
- Choose the Right Gate Type: There are a variety of gate types to choose from, including sprue, edge gate, tab gate, sub runner gate, and hot runner gate. You should choose the correct gate type based on the material used, the size of the part and the desired appearance of the part.
- Optimizing Gate Size: The gate size determines the flow of plastic into the cavity. Smaller gate sizes result in longer runners, while larger gate sizes result in weld lines or air pockets. You need to optimize the gate size based on the geometry of the part, the wall thickness and the type of material used.
- Optimizing Gate Marks: Gate marks are visible marks or scars left on a part after a gate has been removed. You need to optimize the gate footprint based on the desired appearance of the part.
- Optimizing Gate Location: The location of the gate affects the orientation of the part and the flow of plastic. You need to optimize the gate location based on the desired appearance of the part and the fill pattern of the cavity.
- Validate the gate design: After optimizing the gate design, you need to validate it by running simulations or production test moulds. This helps ensure that the gate design is optimized and the part meets the required specifications.
With these steps, you can optimize injection gating and produce high-quality parts while minimizing production costs.
Summary – Injection Molding Gate Design
The size and shape of the plastic part, the mould structure, the injection process conditions, and the performance of the plastic part are all factors that are interconnected with the design of the gate. The design of the injection gate is crucial to the success of the manufacturing process. The gate is the point at which molten plastic enters the mould cavity, which affects the quality of the final product. A well-designed gate ensures that the cavity is filled correctly, prevents defects such as sink marks, and minimizes material waste.
The following are the key points to consider when designing the injection molding gate for a plastic part:
- 1.The gate should be positioned at the thickest section of the part to ensure complete mold filling as the molten material flows from the thicker section into the thinner section.
- 2.The gate position should be selected to minimize pressure loss and shorten the plastic mold filling process.
- 3.The gate position should help eliminate air in the cavity.
- 4.The gate should not cause the molten material to rush directly into the cavity, which may result in swirl marks on the plastic part. This is especially true for narrow gates.
- 5.The gate position should prevent stitching lines on the plastic surface, especially for ring or cylindrical parts. A cold well can be added at the melting point of the gate surface to help with this.
- 6.If the injection mold has a slender core, the gate position should be far away from the forming core to prevent deformation.
- 7.For large or flat parts, double gates can be used to prevent warping, deformation, and material shortage.
- 8.The gate should be placed in a position that does not affect the appearance of the part, such as the bottom of the edge.
- 9.The size of the gate should be determined by the size, shape, and performance requirements of the part.
- 10.When designing multiple cavity injection molds, the balance of the gate should be considered in combination with the balance of the runners to ensure even filling of molten material.
Of course, there are many factors critical to the success of injection molding, including choosing the right material, optimizing mold design and process parameters, and maintaining correct machine settings. It is also important to consider factors such as part geometry, cooling time and ejection force to ensure the final product meets the required specifications. Consistent monitoring and testing of processes can help identify and resolve problems before they become bigger problems. Injection molding is a field that asks for the experience and production capacity of plastic product suppliers. Finding an injection molding manufacturer with excellent mold design will save you time and cost.

About Sungplastic
Sungplastic is a plastic product manufacturer with rich experience in injection molding. According to the different product development requirements, we flexibly adjust the manufacturing process to achieve high quality, high efficiency and more economical.
We offer a variety of manufacturing services: Rapid Prototyping, Tool Making, Injection Molding, Product Design and Development, CNC Machining and Metal Stamping. You can choose from a variety of plastics, silicone rubber, or metal for your product. Regardless of mass production or small batch customization, Sungplastic has always been committed to providing assured, efficient and more economical one-stop processing services for your projects.
Contact us for a free quote and project review.


Get a free quote and design analysis today.
We’ll reply to you within 6 working hours.
We respect your privacy.
+86 139 2927 4777 (WhatsApp, Wechat)