Mastering Injection Mold Polishing for Flawless Finishes
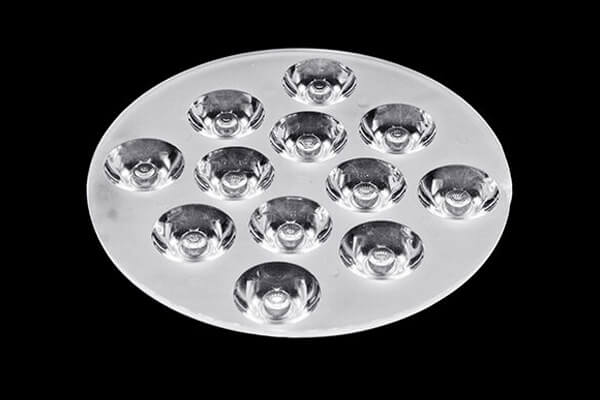
Due to the growing usage of plastic items, including daily chemical products and packaging, achieving a mirror-like polish on the surface of plastic mold cavities is frequently necessary. For example, the production of optical lens molds requires extremely high surface roughness, so the requirements for polishability are also extremely high.
The process of polishing plastic molds not only enhances the appearance of the molded product, but also enhances the corrosion and wear resistance of the material surface. Additionally, it can provide other benefits to the mold, such as facilitating easy demolding of plastic products, reducing injection cycle times during production, and more. Consequently, polishing is an extremely critical step in the plastic mold manufacturing process.
Common 7 Yypes of Injection Mold Polishing Methods
Different plastic mold polishing methods are suitable for different mold materials and surface characteristics, so the mold needs to be fully analyzed and evaluated before polishing, and the most suitable polishing method should be selected to ensure the polishing effect and the service life of the mold.
Below are 7 common methods of mold polishing.
Mechanical polishing
Mechanical polishing method: use mechanical equipment, such as grinding head, grinding wheel, etc. to grind and polish the surface of the mold, which is suitable for parts with high flatness of the mold surface. To process unique components like the surface of a rotary body, supplementary equipment like turntables may come in handy.
In case the surface quality demands high precision, the ultra-fine grinding and polishing technique can be employed. This technique utilizes a distinctive abrasive tool that is immersed in a polishing liquid containing abrasives and rotated at high speed while pressing against the surface of the workpiece. By using this method, surface roughness as low as Ra0.008μm can be attained, which is the most superior among different polishing methods. Optical lens molds often use this method.
Manual polishing
manual polishing is usually the last step in mold making. Commonly used grinding tools include sandpaper, grinding wheels, wire brushes, etc., and abrasive materials include sandpaper, grinding wheels, emery cloth, polishing paste, etc.
Chemical polishing
Chemical polishing is a process that selectively dissolves the microscopic protruding parts of a material’s surface in a chemical medium to achieve a smooth surface. One of the major benefits of this method is that it doesn’t require complicated equipment and can effectively polish workpieces with intricate shapes, as well as multiple workpieces simultaneously with high efficiency. However, the key challenge of chemical polishing lies in the preparation of the polishing solution. The surface roughness obtained by chemical polishing typically ranges in several tens of micrometers.
Electrolytic polishing
Electrolytic polishing utilizes the same basic principle as chemical polishing by dissolving small surface protrusions to create a smooth surface. However, compared to chemical polishing, electrolytic polishing is more effective as it eliminates the impact of cathode reaction. The electrochemical polishing process consists of two stages:
- 1. Macroscopic leveling, in which the dissolved product diffuses into the electrolyte, resulting in a reduction of the material’s surface roughness to Ra>1μm.
- 2. Twilight smoothing, in which anode polarization is applied to further enhance surface brightness, resulting in a surface roughness of Ra<1μm.
Ultrasonic polishing
The workpiece is immersed in an abrasive suspension and subjected to an ultrasonic field that causes the abrasive particles to vibrate and grind/polish the surface of the workpiece. This process applies minimal macroscopic force, avoiding deformation of the workpiece, but it can be challenging to manufacture and install the required tooling. Ultrasonic machining can be combined with chemical or electrochemical methods. By applying ultrasonic vibrations to the solution during solution corrosion or electrolysis, the dissolved products on the workpiece’s surface are separated, and the corrosion or electrolyte near the surface is uniform. The cavitation effect of ultrasonic waves in the liquid can also help to inhibit the corrosion process and improve the surface finish.
Fluid polishing
Fluid polishing utilizes a combination of high-speed liquid flow and abrasive particles to effectively polish the surface of a workpiece. This process can be achieved through various methods such as abrasive jet processing, liquid jet processing, and hydrodynamic grinding. In particular, hydrodynamic grinding uses hydraulic pressure to drive a liquid medium containing abrasive particles back and forth across the workpiece surface at high velocity. The liquid medium typically consists of a special compound, which is a polymer-like substance with excellent flowability at relatively low pressure, mixed with abrasives such as silicon carbide powder.
Magnetic grinding and polishing
Magnetic grinding and polishing is a technique that employs magnetic abrasives to generate abrasive brushes and grind the workpiece under the influence of a magnetic field. This approach offers high processing efficiency, excellent quality, easy control of processing parameters, and favorable working conditions. When suitable abrasives are utilized, the surface roughness can achieve Ra0.1μm.
In plastic mold processing, polishing differs significantly from the surface polishing required in other industries. Strictly speaking, mold polishing should be referred to as mirror processing. This process demands not only high requirements on the polishing itself but also on surface flatness, smoothness, and geometric accuracy. Surface polishing is typically only required to obtain a shiny surface. The standard for mirror surface processing is classified into four levels: AO=Ra0.008μm, A1=Ra0.016μm, A3=Ra0.032μm, A4=Ra0.063μm. Since electrolytic polishing, fluid polishing, and other techniques are challenging to precisely regulate the geometric accuracy of components, and the surface quality of chemical polishing, ultrasonic polishing, magnetic abrasive polishing, and other methods cannot satisfy the requirements, mechanical polishing remains the preferred method for mirror processing of precision molds.
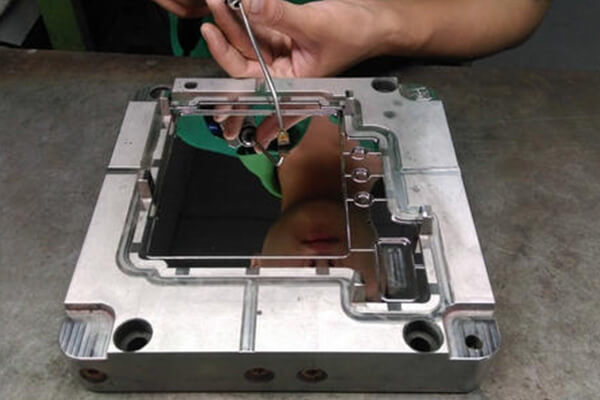
Basic Procedure of Mechanical Polishing
To achieve a superior polishing outcome, it is crucial to use top-notch polishing equipment and accessories, such as oilstones, sandpapers, and diamond abrasive paste. The polishing technique selection hinges on the state of the surface post-preparation, such as machining, EDM, or grinding.
General process of mechanical polishing
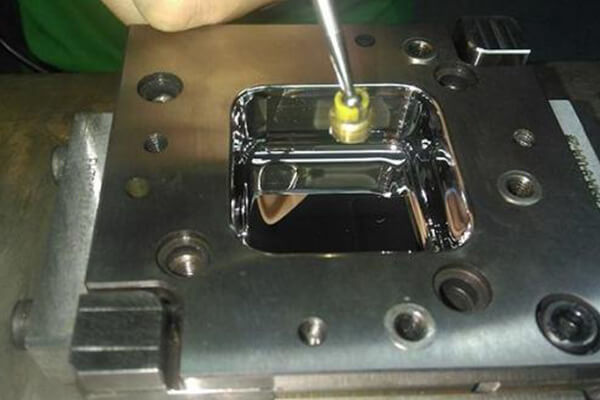
1. Coarse throwing
To achieve a smoother surface after milling, EDM, grinding, and other processes, a rotary surface polishing machine or an ultrasonic grinding machine can be used with a rotation speed of 35,000-40,000 rpm. Typically, a Φ3mm wheel with WA #400 is commonly used to remove the white spark layer. Then manual whetstone grinding, strip whetstone plus kerosene as lubricant or coolant. The general order of use is #180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000. To save time, many mold makers opt for starting with #400 grit.
2. Semi-fine polishing
Semi-fine polishing involves using sandpaper and kerosene, but #1500 sandpaper is only suitable for hardened mold steel with a hardness rating above 52HRC. It may cause burns on the surface of pre-hardened steel.
3. Fine polishing
Fine polishing, on the other hand, requires diamond abrasive paste. When using a polishing cloth wheel mixed with diamond grinding powder or paste, the usual grinding sequence is 9μm (#1800), 6μm (#3000), and 3μm (#8000). The 9μm diamond paste and polishing cloth wheel can remove hair-like wear marks left by #1200 and #1500 sandpaper. Next, use sticky felt and diamond abrasive paste for polishing in the following order: 1μm (#14000), 1/2μm (#60000), and 1/4μm (#100000).
To carry out a precision polishing process that requires accuracy greater than or equal to 1 μm, a clean polishing room in the mold processing workshop can be utilized. For even more precise polishing, an absolutely clean space is necessary. Dust, smoke, dandruff, and drool can all damage a highly polished finish, even after hours of work.
Problems in mechanical polishing
The following points should be paid attention to when polishing with sandpaper:
- 1. When using sandpaper to polish, it is essential to use soft wooden or bamboo sticks. If polishing a round or spherical surface, a cork stick is recommended as it can conform better to the curvature of the surface. Harder woods, such as cherry, are better suited for flat surface polishing. The wooden strips should be trimmed at the ends to fit the shape of the steel surface, to prevent deep scratches caused by the sharp angles of the wooden or bamboo strips making contact with the steel surface.
- 2. To ensure proper sanding results, when switching to a different type of sandpaper, it’s important to adjust the polishing direction by 45°~90°. This helps to distinguish any remaining stripe shadows left by the previous sandpaper. Before switching sandpaper types, it’s crucial to thoroughly clean the polishing surface using 100% pure cotton dipped in alcohol or a cleaning solution. Even a small grain of sand left on the surface can ruin the entire polishing process that follows. This cleaning step is just as important when transitioning from sandpaper polishing to diamond paste polishing. It’s essential to remove all particles and kerosene before proceeding with polishing.
- 3. To prevent any damage to the workpiece’s surface, it is important to handle polishing with #1200 and #1500 sandpaper with great care. This involves applying light pressure and utilizing a two-step polishing process. To effectively polish the surface, it is recommended to use each type of sandpaper twice, in two separate directions. Between each direction change, the workpiece should be rotated by 45° to 90°.
Diamond grinding and polishing
- 1. To ensure the accuracy of polishing pre-hardened steel parts with fine abrasive paste, it is essential to apply lighter pressure whenever possible. The common load for polishing with #8000 abrasive paste is 100~200g/cm2, but maintaining this load can be challenging. One way to facilitate this is by creating a thin and narrow handle on the wooden strip, such as adding a piece of copper, or cutting a part of the bamboo strip to increase flexibility. These measures will aid in controlling polishing pressure, preventing excessive pressure on the mold surface.
- 2. When utilizing diamond grinding and polishing, cleanliness is crucial not only for the working surface but also for the workers’ hands. It is imperative to ensure that the workers’ hands are thoroughly cleaned.
- 3. To achieve optimal polishing results, it is important to avoid excessively long polishing times. Prolonged polishing can result in undesired effects such as “orange peel” and “pitting”.
- 4. To achieve high-quality polishing, it is recommended to avoid using polishing methods and tools that generate excessive heat. For instance, buffing wheel polishing can produce heat that leads to “orange peel” effect.
- 5. After completing the polishing process, it is crucial to thoroughly clean the workpiece surface, removing all abrasives and lubricants. Applying a layer of mold anti-rust coating to the surface is also important. Since mechanical polishing is mostly carried out manually, the polishing technique is a critical factor that influences the final polishing quality. Furthermore, the quality of the polishing is also influenced by the mold material, surface condition prior to polishing, and the heat treatment process. For optimal polishing results, high-quality steel is essential. Uneven surface hardness or varying properties of the steel often pose challenges in achieving a satisfactory polish. Additionally, the presence of inclusions and pores in the steel can also impede the polishing process.
The increase of hardness increases the difficulty of grinding, but the roughness after polishing decreases. As the hardness increases, the polishing time required to achieve a lower roughness increases accordingly. At the same time, the hardness increases, and the possibility of excessive polishing decreases accordingly.
During cutting machining, the surface layer of the steel can be damaged due to heat, internal stress, or other factors. Improper cutting parameters can negatively impact the quality of the final polish. Surfaces that have been subjected to EDM are more challenging to grind than surfaces that have undergone ordinary machining or heat treatment. Therefore, fine gauge EDM should be used prior to final EDM, otherwise, a thin layer of hardened material may form on the surface. If the EDM specification is not selected properly, the heat-affected layer can be as deep as 0.4mm. The hardened layer is harder than the underlying substrate and must be removed. To ensure a uniform rough metal surface and provide a suitable foundation for polishing, a rough grinding process should be added to completely remove the damaged surface layer.
Factors affecting mechanical polishing
- 1. Effect of different hardness on plastic mold polishing process.
An increase in hardness can make grinding more difficult, but it also results in a smoother surface after polishing. As hardness increases, the time needed for polishing to achieve a desired level of smoothness also increases. However, higher hardness levels decrease the likelihood of over-polishing. - 2. Influence of workpiece surface condition on mold polishing process.
Furthermore, the polishing quality is also influenced by the mold material, surface condition prior to polishing, and the heat treatment process. For optimal polishing results, high-quality steel is essential. Uneven surface hardness or varying properties of the steel often pose challenges in achieving a satisfactory polish. Additionally, the presence of inclusions and pores in the steel can also impede the polishing process.
Operation Steps for Manual Plastic Mold Polishing
Manual polishing is a common method in mold polishing, especially in some mold processing with high detail requirements. Manual polishing can precisely control the degree and effect of polishing, and can adapt to mold surfaces of various shapes and sizes.
The following are the operation steps of manual polishing method in mold polishing:
- 1. Select the appropriate grinding tools and grinding materials.
- 2. Clean the mold surface to remove any impurities and residues. Cleaning can be done with detergents, solvents, or scouring powders.
- 3. Use sandpaper or grinding wheel for preliminary grinding to smooth out the unevenness on the surface.
- 4. Use fine sandpaper or emery cloth for secondary grinding to remove the traces and wear marks produced during the initial grinding.
- 5. Use polishing paste or other polishing materials for final polishing treatment to obtain the final smooth surface.
- 6. Regularly replace grinding tools and grinding materials to maintain the quality and effect of polishing.
It should be noted that the manual polishing method requires a high degree of skill and experience to ensure the quality and effect of polishing. In some mold processing that requires precision polishing, it may be necessary to use professional machines and tools for polishing.
H2. Summary of Die Polishing
Plastic mould polishing is a key process in the plastic mold manufacturing industry. It involves polishing the surface of the mold using various techniques to achieve a smooth and flawless finish. This is crucial in injection mold making as it ensures that the final product is of high quality and free from any defects. A well-polished mold not only enhances the aesthetics of a product, but also improves its functionality and durability.
Therefore, it is very important for plastic mould manufacturers to continuously improve their skills and knowledge in mold polishing technology. This ensures they produce high-quality molds while maintaining a competitive edge in the industry.

About Sungplastic
Sungplastic is a plastic product manufacturer with rich experience in injection molding. According to the different product development requirements, we flexibly adjust the manufacturing process to achieve high quality, high efficiency and more economical.
We offer a variety of manufacturing services: Rapid Prototyping, Tool Making, Injection Molding, Product Design and Development, CNC Machining and Metal Stamping. You can choose from a variety of plastics, silicone rubber, or metal for your product. Regardless of mass production or small batch customization, Sungplastic has always been committed to providing assured, efficient and more economical one-stop processing services for your projects.
Contact us for a free quote and project review.


Get a free quote and design analysis today.
We’ll reply to you within 6 working hours.
We respect your privacy.
+86 139 2927 4777 (WhatsApp, Wechat)