Nylon Injection Molding Process: A Comprehensive Guide
Nylon injection molding is a widely used manufacturing process for producing high-performance components and parts that require exceptional strength, durability and resilience. Nylon is a type of thermoplastic substance that can be readily shaped into different shapes and sizes utilizing injection molding methods. Nylon Injection molding refers to the injection of molten nylon material into a mould cavity under high pressure and temperature to produce the desired shape and size.
Nylon molding is ideal for producing complex parts requiring precise geometries, intricate details and tight tolerances. Nylon is also resistant to abrasion, chemicals and heat, making it suitable for a wide range of industries including automotive, aerospace, medical and consumer products. There are several commonly used nylon types for injection molding, including PA6, PA66, PA12, PA1010, glass-filled nylon, and many more.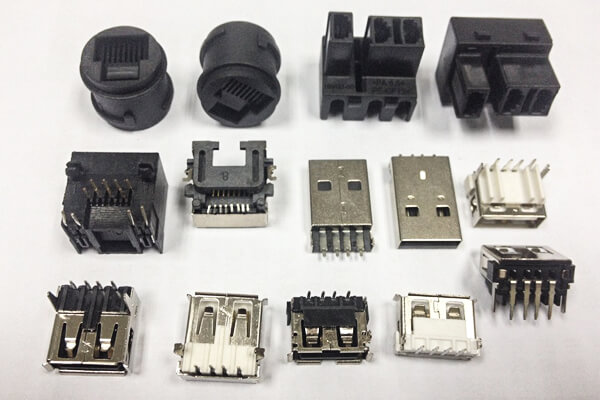
Advantages of nylon injection molding
Nylon injection molding offers several advantages, including high productivity, low labor costs, and excellent part consistency and quality. There are numerous advantages to employing nylon in the injection molding process.
- First, Nylon is an economical substance that can be readily shaped into intricate forms. Nylon also has a low coefficient of friction, making it an ideal material for parts that require smooth motion, such as gears and bearings.
- Another benefit of using nylon for injection molding is its excellent chemical resistance. Nylon is resistant to many chemicals, including acids, alkalis and oils. This makes it an ideal material for components that come into contact with harsh chemicals, such as automotive and industrial components.
PA6 injection molding process
PA6 is the most commonly used type in nylon injection molding. It has good strength and stiffness, excellent wear resistance and can be easily molded into complex shapes. It is also known for its high melting point and low hygroscopicity.
Chemical and physical properties of nylon 6
PA6 has chemical and physical properties that are highly similar to PA66. However, it possesses a broader range of process temperatures and a lower melting point. Its impact resistance and solvent resistance are superior to that of PA66, but it is also more hygroscopic. Since the hygroscopicity of PA6 has an impact on several quality characteristics of plastic parts, it must be considered when designing products that use it.
Various modifiers are frequently added to enhance the mechanical properties of PA6, with glass being the most commonly used additive. Synthetic rubber, such as EPDM and SBR, is sometimes added to enhance impact resistance.
For products without additives, the shrinkage rate of PA6 falls between 1% and 1.5%. The addition of glass fiber additives reduces shrinkage to 0.3% (although it is slightly higher perpendicular to the process). The shrinkage of molded assemblies is primarily influenced by the material’s crystallinity and hygroscopicity. The actual shrinkage rate is also determined by the plastic part design, wall thickness, and other process parameters.
Injection mold process conditions
- 1. Drying: To avoid any complications during processing, it is crucial to properly dry PA6 due to its high water-absorption rate. In case the material is provided in waterproof packaging, it is necessary to keep the container sealed tightly. If the humidity level exceeds 0.2%, it is advisable to subject the material to hot air drying at temperatures above 80°C for 16 hours. Alternatively, if the material has been exposed to the air for over 8 hours, it is recommended to perform vacuum drying at temperatures of 105°C for a minimum of 8 hours.
- 2. Melting temperature: 230~280°C, 250~280°C for enhanced varieties.
- 3. Mold temperature: The mechanical properties of plastic parts are affected by injection mold temperature, which has a significant impact on their crystallinity. For structural parts, it is recommended to use a mold temperature of 80-90°C to achieve the desired level of crystallinity. For thin-walled parts with long processes, a higher mold temperature is also recommended. Increasing the mold temperature can enhance the strength and rigidity of the plastic part but can reduce its toughness. However, if the wall thickness is greater than 3mm, it is advisable to use a low-temperature mold at 20~40°C. When dealing with glass fiber reinforced materials, the mold temperature should exceed 80°C.
- 4. Injection pressure: The recommended injection pressure typically falls between 750~1250bar, depending on the material and product design.
- 5. Injection speed: High injection speeds are recommended for most applications, but slightly lower speeds are advisable for reinforced materials.
- 6. Runner and gate: The position of the gate is critical, particularly for PA6, which solidifies rapidly. The gate aperture should not be smaller than 0.5*t (where t is the thickness of the plastic part). When using a hot runner, a smaller gate size is recommended to prevent premature solidification of the material. In contrast, conventional runners require larger gate sizes. For submerged gates, the minimum gate diameter should be 0.75mm.
PA66 injection molding process
Nylon 66 is more heat resistant and has better mechanical properties than nylon 6. It is commonly used in automotive and industrial applications requiring high strength and durability.
Drying of Nylon PA66
- 1. Drying using a vacuum: Maintain a temperature of 95-105 degrees Celsius for 6-8 hours.
- 2. Drying using hot air: Maintain a temperature of 90-100 degrees Celsius for approximately 4 hours.
- 3. Crystallinity: With the exception of transparent nylon, most nylons are highly crystalline polymers that enhance properties such as tensile strength, wear resistance, hardness, and lubricity while reducing the thermal expansion coefficient and water absorption. However, transparency and impact resistance are negatively affected by high crystallinity. Crystallization is heavily influenced by the mold temperature, with higher mold temperatures resulting in higher crystallinity and lower mold temperatures resulting in lower crystallinity.
- 4. Shrinkage rate: Nylon resin, like other crystalline plastics, is prone to significant shrinkage. The product’s shrinkage is primarily influenced by its crystallinity, with greater crystallinity leading to greater shrinkage. Lowering the mold temperature or increasing injection pressure/ reducing material temperature can reduce shrinkage, but this also increases internal stress and deformation. The shrinkage rate of PA66 is 1.5-2%.
- 5. Molding equipment: In the nylon molding process, the main attention is to prevent the “casting phenomenon of the nozzle”, so the processing of nylon materials generally uses self-locking nozzles.
Nylon products and injection molds
- 1. The thickness of the product’s walls: The ratio of flow length to nylon is 150-200. The thickness of nylon products’ walls is typically between 1-3.2mm and not less than 0.8mm. The product’s shrinkage is related to its wall thickness. The thicker the wall, the greater the shrinkage.
- 2. Exhaust The overflow value of nylon resin is about 0.03mm, so the vent slot should be controlled below 0.025.
- 3. Mold temperature Nylon parts are thin and difficult to form or require high crystallinity mould temperature control, and cold water temperature control is generally used for products that require a certain degree of flexibility.
Molding process of nylon PA66
- 1. Cylinder temperature: Nylon is a crystalline polymer, so its melting point is obvious. The temperature of the cylinder selected during injection moulding of nylon resin is related to the performance of the resin itself, the shape factors of the equipment and the product. Nylon 66 is 260°C. Due to the poor thermal stability of nylon, it is not suitable to stay in the barrel at high temperature for a long time, so as not to cause discoloration and yellowing of the material. At the same time, due to the good fluidity of nylon, it will flow quickly after the temperature exceeds its melting point.
- 2. Injection pressure: Nylon melt has low viscosity and good fluidity, but the condensation speed is fast, and it is prone to insufficient problems on products with complex shapes and thin wall thicknesses, so a higher injection pressure is still required. Usually, if the pressure is too high, the product will have overflow problems; if the pressure is too low, the product will have defects such as ripples, bubbles, obvious fusion marks or insufficient products. The injection pressure of most nylon varieties does not exceed 120MPA, generally 60-100MPA The selection within the range is to meet the requirements of most products. As long as the product does not have defects such as bubbles and dents, it is generally not desirable to use a higher holding pressure to avoid increasing the internal stress of the product.
- 3. Injection speed: For nylon, it is beneficial to have a fast injection speed, which can prevent ripples and insufficient mould filling caused by excessive cooling speed. The effect of fast injection speed on the performance of the product is not outstanding.
- 4. Mold temperature: Mold temperature has a certain influence on crystallinity and moulding shrinkage rate. Increasing mould temperature results in higher crystallinity, wear resistance, hardness, elastic modulus, and increased product moulding shrinkage rate, while decreasing water absorption. Decreasing mould temperature results in lower temperature crystallinity, good toughness, and high elongation.
Nylon 66 molding process parameters
Cylinder temperature °C: Rear 240-285, Middle 260-300, Front 260-300.
Nozzle temperature ℃ 260-280 Mold temperature ℃ 20- 90.
Injection pressure MPA 60-200.
Use of release agent: Release agents can be used to improve or eliminate defects such as air bubbles. Zinc stearate and white oil are examples of release agents used for nylon products, which can be mixed into a paste and applied in small, uniform amounts to avoid surface defects.
In addition, the screw should be emptied when shutting down to prevent the screw from being twisted during the next production.
PA12 injection molding process conditions
PA12 nylon has excellent chemical resistance and is often used in applications where there is frequent exposure to harsh chemicals. It is also a flexible and impact-resistant material, making it suitable for parts requiring bending or flexing.
- 1. Drying treatment: Before processing, the humidity should be kept below 0.1%. If the material is stored in an airtight container, it can be used after 3 hours of temperature equilibration. If it is exposed to air, it is recommended to dry it in hot air at 85°C for 4-5 hours before use.
- 2. Melting temperature: 240~300°C; for ordinary materials, it should not exceed 310°C, and for flame-retardant materials, it should not exceed 270°C.
- 3. Mold temperature recommendations:
1. Unreinforced materials: 30-40°C
2. Thin-walled or large-area components: 80-90°C
3. Reinforced materials: 90-100°CIncreasing the temperature results in higher material crystallinity. Precise injection mould temperature control is crucial for PA12. - 4. Injection pressure: Recommended low holding pressure and high melting temperature, with injection pressure up to 1000 bar.
- 5. Injection speed: High injection speed is recommended, especially for materials with glass additives.
- 6. Runner and gate: For materials without additives, a runner diameter of around 30mm is suggested due to the low material viscosity. For reinforced materials, a large flow path diameter of 5~8mm is required. For materials without additives, a runner diameter of around 30mm is suggested due to the low material viscosity. Round-shaped runners are preferred, and the injection port should be as short as possible. Different types of gates can be used, but avoid using small gates for large plastic parts to prevent excessive pressure or shrinkage. The gate thickness should match the part thickness. If submerged gates are used, a minimum diameter of 0.8mm is recommended. To prevent material leakage or freezing at the nozzle, hot runner molds must be carefully temperature-controlled. When utilizing a hot runner, the gate size should be smaller compared to cold runners, although they are effective.
PA1010 injection molding process conditions
Because the molecular structure of nylon 1010 contains hydrophilic amide groups, it is very easy to absorb moisture, and its equilibrium water absorption rate is 0.8%~1.0%. Moisture has a significant impact on the physical and mechanical properties of nylon 1010; therefore, the raw material must be dried before use to reduce its moisture content to less than 0.1%. When drying nylon 1010, oxidation discoloration should be prevented, because the amide group is sensitive to oxygen and easily oxidatively degraded. It is best to use vacuum drying, because this method has a high dehydration rate, short drying time and good-quality dried pellets. The drying conditions are generally above the vacuum degree of 94.6 kPa, the temperature is 90-100 ℃, and the drying time is 8-12 hours; the moisture content is reduced to 0.1%-0.3%. If ordinary oven is used for drying, the drying temperature should be controlled at 95~105℃, and the drying time should be extended, which generally takes 20~24h. The dry material should be preserved to avoid moisture absorption.
Plasticizing process
Before nylon 1010 enters the mould cavity, it should reach the specified molding temperature, and can provide a sufficient amount of molten material within the specified time, and the temperature of each point of the molten material should be uniform. In order to meet the above requirements, according to the characteristics of nylon 1010, a screw injection molding machine is used, and the screw is a sudden type or a combined type. The temperature of the barrel increases sequentially from the feed point of the hopper forward. Since the temperature of the barrel is controlled near the melting point, it is beneficial to improve the impact strength of the product, and it can avoid material leakage and material decomposition. The temperature of the barrel is generally 210~230 °C. In order to reduce the friction between the screw and PA1010 during pre-molding, liquid paraffin can be used as a lubricant. The dosage is generally 0.5~2 mL/kg; the mold temperature is generally 40~80°C. The increase of back pressure is beneficial to the compaction of the material in the screw groove, the removal of low-molecular gas in the material, and the improvement of the plasticizing quality; but the increase of the back pressure will increase the leakage and backflow between the screw and the barrel, making the injection molding machine Decreased plasticizing ability. Generally, the plasticizing back pressure should not be too high, otherwise the plasticizing efficiency will be greatly reduced, and even excessive shearing force and shearing heat will be generated to decompose the material. Therefore, in the case of meeting the requirements of injection molding, the lower the plasticizing back pressure, the better, generally 0.5~1.0MPa.
Mold filling process
In this process, pay attention to the injection pressure and injection speed of nylon 1010 injection molding. Generally, the appropriate injection pressure is 2~5MPa, and the injection speed is slow. If the injection pressure is too high and the injection speed is too fast, it is easy to form a turbulent flow in the mold, which is not conducive to eliminating the air bubbles in the product. According to the change characteristics of the cavity pressure, the filling process of injection molding can be divided into the stages of introducing material into the mold, flow filling and cooling and setting. The cooling and shaping process can be divided into three stages: pressure filling, backflow, and cooling after gate freezing.
Certain conditions must be met to achieve pressure-holding feeding. On the one hand, it should be ensured that there is enough molten material, that is, there is material to be replenished; at the same time, the gating system should not solidify prematurely, so that the molten material has a way to go. This is a necessary condition for feeding; on the other hand, the injection pressure should be high enough to ensure The pressing time should be long enough, which is a sufficient condition for feeding to be realized.
The holding time is usually determined by experiments and cannot be too long or too short. If the pressure holding time is too long, it will not only prolong the molding cycle; but also make the residual pressure in the mold cavity too large, resulting in difficulty in demoulding, or even the inability to open the mold; in addition, it will increase energy consumption. The optimal holding time should be to make the residual pressure of the mold cavity zero when the mold is opened. Generally, the molding and holding time of nylon 1010 injection molded parts is 4~50 s.
Mold release
Nylon 1010 parts can be demoulded when the mold is cooled to sufficient rigidity. The demoulding temperature should not be too high. It is generally controlled between the heat distortion temperature of PA1010 and the mold temperature. When demoulding, the residual pressure of the mold cavity should be close to zero, which is determined by the holding time. Generally, the molding time of PA1010 injection molded parts is injection time 4~20 s, pressure holding time 4~50 s, cooling time 10~30 s.
Modified nylon injection molding
Modified nylon is a nylon material that has been modified with additives to improve its performance for specific applications. The following introduces several modified nylon injection molding and its application:
- 1. Glass-Filled Nylon: This is a nylon material that is reinforced with glass fibers to increase its strength and stiffness. Glass-fiber nylon is commonly used in automotive parts, electrical connectors and sports equipment.
- 2. Mineral-filled nylon: This type of nylon is filled with mineral additives, such as talc, mica, or calcium carbonate, to improve its dimensional stability, stiffness, and impact resistance. Mineral-filled nylon is commonly used in electronic components, automotive parts and appliances.
- 3. Flame retardant nylon: This type of nylon is treated with flame retardant additives to improve its fire resistance. Flame retardant nylon is commonly used in electrical and electronic applications such as switches, connectors and housings.
- 4. Conductive Nylon: This is a nylon material that has been modified to have conductive properties. Conductive nylon is often used in electronic applications where static electricity needs to be dissipated, such as electronic packaging and manufacturing environments.
- 5. Toughened Nylon: This nylon is modified with rubber or elastomer additives to improve its toughness and impact resistance. Toughened nylon is commonly used in consumer products such as power tools, toys and kitchen utensils.
Overall, modified nylons offer a range of properties that can be tailored to specific applications, making them a versatile material of choice for injection molding.
Summary – The Future of Nylon Injection Molding
In conclusion, nylon is a versatile and popular injection molding material due to its excellent mechanical properties, chemical resistance and ease of molding. Due to its robustness, lasting power, and ability to withstand wear and tear, high temperatures, and various chemicals, this material is highly suitable for a diverse array of uses, ranging from car parts to everyday consumer goods. The future development of nylon injection molding is likely to focus on enhancing the performance and characteristics of nylon materials to meet the increasing demands of various industries. With the ability to tailor material properties, nylon injection molding can be used to produce parts that meet the most demanding performance requirements across a wide range of industries.
We have rich experience in injection molding of nylon products. You can find more examples in our Plastic Parts Gallery. The picture below is a case of injection mold manufacturing of nylon PA66 products. Hope these will give you a better understanding of nylon injection molding process. Contact us today if you need custom nylon accessories.

About Sungplastic
Sungplastic is a plastic product manufacturer with rich experience in injection molding. According to the different product development requirements, we flexibly adjust the manufacturing process to achieve high quality, high efficiency and more economical.
We offer a variety of manufacturing services: Rapid Prototyping, Tool Making, Injection Molding, Product Design and Development, CNC Machining and Metal Stamping. You can choose from a variety of plastics, silicone rubber, or metal for your product. Regardless of mass production or small batch customization, Sungplastic has always been committed to providing assured, efficient and more economical one-stop processing services for your projects.
Contact us for a free quote and project review.


Get a free quote and design analysis today.
We’ll reply to you within 6 working hours.
We respect your privacy.
+86 139 2927 4777 (WhatsApp, Wechat)