Hot Runner Injection Molding: To Make Custom Plastic Parts
What is a Hot Runner System?
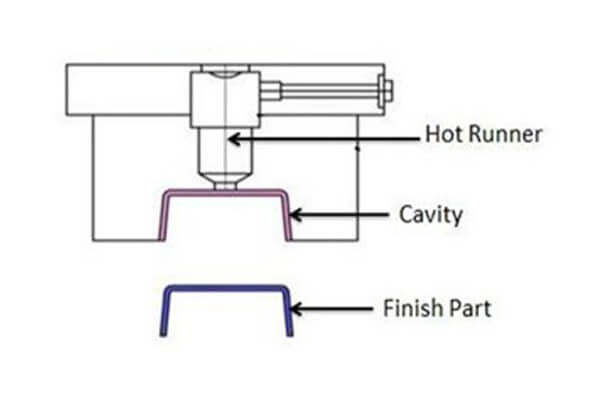
A hot runner system is a specialized injection molding system used to deliver molten plastic to the mold cavity in a plastic injection molding process. It is an alternative to traditional cold runner systems, where the plastic material flows through solid channels called runners that are later discarded as waste. In a hot runner system, the plastic remains in a molten state throughout the entire molding process, eliminating the need for runners and reducing material waste. Hot runner systems are widely used in various industries, including automotive, packaging, consumer goods, and medical devices. They are particularly beneficial for applications that require high precision, complex geometries, and large production volumes. Hot runner systems provide a more efficient and cost-effective solution for plastic injection molding, offering reduced material waste, improved part quality, increased production efficiency, and enhanced design flexibility.
Types of Hot Runner Systems
There are several types of hot runner systems used in hot runner injection molding, each with its own advantages and suitability for different applications. Here are three common types of hot runner systems and a brief comparison of their characteristics.
Hot Tip Hot Runner System
Hot tip hot runner system specifically refers to a type of hot runner system where the tips of the nozzles, which deliver the molten plastic into the mold cavities, are heated. This helps to maintain the plastic material in a molten state, preventing it from prematurely solidifying at the gate area. Hot tip systems are designed to improve gate quality by reducing gate vestiges and ensuring consistent material flow into the mold.
Pros of Hot Tip Hot Runner System:
- Simplicity and Cost Savings:
The Hot Tip system is easy to set up and has fewer parts, reducing initial costs and maintenance complexity. - Less Material Waste:
With fewer runners, there’s less material wastage, potentially saving on material costs over time. - Faster Production:
Direct plastic flow results in quicker cycle times, boosting overall production efficiency. - Suited for Simple Parts:
It’s a good choice for straightforward part designs and applications.
Cons of Hot Tip Hot Runner System:
- Limited Design Flexibility:
Complex designs might not be achievable due to its basic setup. - Potential Surface Marks:
The hot tip can leave marks on parts, affecting appearance. - Material Limitations:
It might not be suitable for all materials, especially those sensitive to heat. - Less Precise Material Control:
Compared to advanced systems, control over material flow might be less precise. - Not for Complex or High-Precision Parts:
Intricate parts may require more advanced systems for better quality and control.
Valve Gate Hot Runner Systems
Valve gate hot runner systems are advanced hot runner systems that use individual valve gates to control the flow of plastic into each mold cavity. The valve gates open and close precisely to prevent drooling or stringing of molten plastic. This type of system offers the highest level of control over gate quality and is commonly used for high-quality, high-precision parts.
Advantages of Valve Gate Hot Runner Systems:
- Exceptional control over gate quality and appearance.
- Reduced or eliminated gate vestiges.
- Ideal for high-precision parts and complex geometries.
Disadvantages of Valve Gate Hot Runner Systems:
- Higher initial investment and maintenance costs.
- More complex design and operation, requiring skilled technicians.
- Longer setup and tuning times.
The choice of the appropriate hot runner system depends on factors such as the desired part quality, production volume, part complexity, material properties, and budget constraints. Each type has its strengths and weaknesses, and selecting the right one requires careful consideration of these factors.
Heated Sprue System
In this type of hot runner system, the sprue (the primary channel through which plastic enters the mold) is heated along with the runners and nozzles. The molten plastic is directly injected into the mold cavity from the heated sprue, which helps maintain consistent material temperature and flow. Heated sprue systems are relatively simple and cost-effective but may have limitations in terms of design flexibility and control over gate vestiges.
Advantages of Heated Sprue System:
- Cost-effective compared to other hot runner types.
- Relatively easy to implement and maintain.
- Suitable for less complex part geometries.
Disadvantages of Heated Sprue System:
- Limited design flexibility.
- Potential for gate marks at the sprue location.
Insulated Runner Systems
Insulated runner systems use insulated runners to minimize heat loss during the injection molding process. The insulation helps maintain consistent material temperature and improves flow control. These systems are suitable for a wide range of part designs and materials. This system is ideal for heat sensitive thermoplastic polymers and its a good choice for frequent color changes.
Advantages of Insulated Runner Systems:
- Better control over material flow and temperature.
- Reduced heat loss, leading to energy efficiency.
- Suitable for a variety of part geometries.
Disadvantages of Insulated Runner Systems:
- Slightly more complex to design and manufacture compared to heated sprue systems.
- Initial setup and tuning might require more expertise.
Internally Heated Hot Runner Systems
Internally heated hot runner systems refer to systems where the heating elements are located within the components of the hot runner, such as the nozzles and manifolds. This design ensures that the molten plastic remains at a consistent temperature as it flows through the system, enhancing material flow control and reducing the risk of material degradation.
Internally heated runner systems excel in flow control, employing torpedo cartridge heaters with integrated thermocouples positioned within the runners. This internal heating approach minimizes heater loads compared to externally heated hot runner manifolds, resulting in heightened efficiency. When heightened flow control becomes a necessity, internally heated molds emerge as the preferred option.
Externally Heated Hot Runner Systems
Externally heated hot runner systems refer to systems where the heating elements are located outside the components of the hot runner, such as the nozzles and manifolds. These systems use external heaters to maintain the required temperature of the molten plastic as it flows through the hot runner system. Here are a few examples of externally heated hot runner systems:
- External Heater Bands:
In this design, external heater bands are wrapped around the outside of the hot runner components, such as the nozzles and manifolds. These bands heat the components indirectly, ensuring that the plastic remains at the desired temperature during injection. - Heated Plates:
Some hot runner systems use heated plates or inserts that are placed in contact with the runners or nozzles. These plates transfer heat to the plastic as it flows through the system. - Heated Manifold Jackets:
In manifold hot runner systems, a heated jacket or insulation is placed around the manifold to maintain consistent temperature throughout the system. - External Heating Zones:
In some cases, external heaters are strategically placed at specific points along the hot runner system to provide targeted heating where needed. - Hot Runner Controller:
An external hot runner controller is used to regulate the temperature of the hot runner components. This controller monitors and adjusts the heating elements as needed to maintain the desired temperature profile.
Externally heated hot runner systems offer the advantage of easy access to heating elements for maintenance and servicing. However, they may require additional insulation or protection to prevent heat loss and maintain a consistent temperature profile. The specific design and configuration of externally heated hot runner systems can vary based on the manufacturer and the intended application.
Hot Runner System Components
Hot runner systems consist of several key components that work together to facilitate the efficient and precise delivery of molten plastic in the injection molding process. Each component plays a specific role in maintaining temperature, controlling flow, and distributing the plastic material, ultimately contributing to improved part quality and production efficiency in the injection molding process.
The main components include the manifolds, nozzles, and heaters with temperature controllers.
Manifolds
The manifold is a central distribution point in the hot runner injection molding system. Its primary function is to evenly distribute the molten plastic from the injection machine to multiple individual channels leading to each mold cavity. The manifold ensures equal flow and pressure distribution, which is essential for consistent part quality.
There are several types of manifolds.
- Insulated Manifold:
Insulated manifolds have layers of insulation surrounding the channels, reducing heat loss and improving temperature control. This design minimizes energy consumption and enhances efficiency. - Externally Heated Manifold:
Externally heated manifolds use external heaters to provide heat to the channels. They are cost-effective and relatively easy to maintain. - Internally Heated Manifold:
Internally heated manifolds have heating elements embedded within the manifold itself. These heating elements ensure precise and uniform heat distribution, resulting in better temperature control.
Nozzles
Nozzles play a crucial role in the hot runner injection molding system as they transfer the molten plastic from the manifold to the mold cavity. They control the flow of plastic and help determine the gating method and location. Nozzles must be designed to withstand high temperatures and provide efficient heat transfer.
There are several types of nozzles.
- Valve Gate Nozzles:
Valve gate nozzles use mechanical valves to control the opening and closing of the flow path. This allows for precise control over the injection process, reducing gate vestiges and enabling the molding of complex parts. - Open Gate Nozzles:
Open gate nozzles have a direct, uninterrupted flow path for the plastic material. They are commonly used for simpler part designs and applications that do not require precise gating control.
Heaters and Temperature Controllers
Maintaining precise temperature control is critical in hot runner injection molding systems to ensure optimal flow and consistency of the molten plastic. Heaters and temperature controllers work together to achieve and maintain the desired temperature throughout the system.
- Heaters:
Heaters are responsible for providing the necessary heat to keep the plastic resin molten within the hot runner injection molding system. They are typically electric heaters that surround the manifold and nozzles. The heaters are designed to deliver uniform heat, ensuring consistent temperature throughout the system. Most common hot runner technologies have heaters with heater bands/plates, paste-in/flex heaters or brazed-in heaters. - Temperature Controllers:
Temperature controllers monitor and regulate the temperature of the hot runner injection molding system. They receive input from thermocouples, which are temperature sensors embedded within the system and measure the temperature at various points, allowing the temperature controllers to make adjustments as needed. Temperature controllers allow precise adjustments to the heater output, ensuring accurate control over the temperature of the hot runner system. This control helps prevent overheating or underheating of the plastic material and improves the overall quality of the molded parts.Effective temperature control in hot runner systems is crucial for achieving consistent part quality, reducing defects, and optimizing production efficiency. It allows for precise control over the melt viscosity, flow rate, and gate opening, resulting in better filling, packing, and overall part aesthetics.
Locating Ring
The locating ring ensures precise alignment between the injection mold and the molding machine’s platen, facilitating accurate positioning of the mold within the machine.
Inlet
Serving as the entry point for resin injection, the inlet is where the molten resin is introduced from the injection machine’s nozzle into the mold. Depending on resin type and hot runner design, the inlet component may undergo heating to enhance the molding process’s efficiency.
Hot Runner System Configuration
Single Hot Runner System
A single hot runner system is a streamlined configuration where a single hot runner nozzle is dedicated to each mold cavity. In this setup, molten plastic is channeled directly into the mold cavity from a single nozzle, eliminating the need for separate runners. This design offers simplicity and cost-effectiveness, making it suitable for various applications.
Single hot runner systems are commonly employed in scenarios where production volumes are moderate and part designs are relatively simple. They find use in the manufacturing of consumer goods, packaging items, automotive components, and certain medical devices.
Pros of Single Hot Runner System:
- Simplicity:
The single hot runner design reduces mold complexity, setup time, and maintenance requirements. - Cost-Effectiveness:
Fewer components translate to lower upfront costs and decreased material waste. - Faster Cycle Times:
Direct plastic flow into cavities can lead to quicker cycle times and increased production efficiency. - Well-Suited for Simple Parts:
Ideal for parts with straightforward geometries and gating requirements.
Cons of Single Hot Runner System:
- Limited Design Flexibility:
Complex part designs and intricate gating configurations may not be feasible. - Potential Gate Marks:
The direct gating can leave marks on the part surface. - Material Compatibility:
Some thermally sensitive materials might not be suitable due to the direct heating.
Multi-Cavity Hot Runner System
A multi-cavity hot runner system involves distributing molten plastic to multiple mold cavities from a common manifold, allowing simultaneous production of identical parts. Two common multi-cavity configurations are valve-gated and hot sprue systems.
- Valve-Gated Multi-Cavity System
In this configuration, each cavity is equipped with a valve gate, which provides precise control over the flow of plastic. This results in consistent part quality and gate appearance, making it ideal for high-precision parts. - Hot Sprue Multi-Cavity System
In a hot sprue setup, molten plastic flows from a heated sprue bushing into individual mold cavities. This design is simpler than valve gating and is well-suited for parts with less stringent gating requirements.
Advantages of Multi-Cavity Molding:
- Higher Output:
Simultaneous molding of multiple parts increases production efficiency and output. - Reduced Costs:
Material and energy savings due to higher productivity. - Consistency:
Identical parts are produced simultaneously, ensuring consistency and reducing variability. - Space Efficiency:
Multi-cavity systems make efficient use of mold space, maximizing production capacity.
Considerations:
- Complexity:
Multi-cavity systems are more intricate to design, set up, and maintain compared to single-cavity configurations. - Initial Investment:
The setup cost is higher due to additional components like valve gates or heated sprue bushings. - Balancing:
Ensuring even filling of all cavities is crucial to maintaining part quality.
The choice between single and multi-cavity hot runner systems depends on production requirements, part complexity, and desired outcomes. Single systems offer simplicity and cost-effectiveness, while multi-cavity systems provide higher output and consistency at the expense of increased complexity.
Hot Runner Price
Hot runner injection molding systems offer compelling advantages, but they do come with a higher initial investment. Generally, the cost for a hot runner manifold falls in the range of $20,000 to $30,000, with an additional approximate expense of $5,000 for the essential controller. The overall system cost varies based on the number of zones (or drops) integrated into the manifolds. These zones serve as injection points for the molten plastic. More drops in the system mean more simultaneous cavity filling capacity, resulting in an increment in the overall system price. It’s crucial to grasp these cost components when evaluating a hot runner injection molding system, recognizing that these expenses represent a strategic investment.
What is Hot Runner Injection Molding?
Hot runner injection molding is a specialized technique used in plastic injection molding processes. It involves the use of a hot runner system, which is a complex network of heated channels and components that deliver molten plastic from the injection machine to the mold cavity. Unlike traditional cold runner systems, where the plastic material flows through solid channels called runners that are later discarded as waste, hot runner systems keep the plastic in a molten state throughout the entire molding process.
In hot runner injection molding, the plastic resin is melted in an extruder and then injected into the hot runner system through a nozzle, ultimately creating the plastic molded parts in a hot runner mold.

Hot Runner Injection Molding Applications
Hot runner injection molding finds application across a diverse spectrum of industries, leveraging its advantages to produce high-quality plastic components efficiently. Some notable applications include:
- Automotive Parts:
Hot runner injection molding systems are pivotal in crafting intricate automotive components like dashboards, bumpers, door panels, and interior trim with precision and consistency. - Electronics:
Manufacturing electronic devices, such as mobile phones, laptops, and consumer electronics, benefits from hot runner injection molding systems to ensure accurate dimensions and optimal material properties. - Medical Equipment:
Hot runner injection molding technology contributes to producing medical devices like syringes, connectors, surgical instruments, and diagnostic equipment, where precision and cleanliness are paramount. - Packaging Solutions:
Items such as caps, closures, containers, and packaging inserts are efficiently manufactured using hot runner injection molding systems for uniformity and cost-effectiveness. - Household Appliances:
From refrigerator components to vacuum cleaner parts, hot runner injection molding ensures high-quality, functional pieces for household appliances. - Toys and Games:
Plastic components for toys, games, and playsets benefit from hot runner injection molding systems, guaranteeing safety, consistency, and intricate detailing. - Industrial Equipment:
Hot runner injection molding technology contributes to creating components for industrial machinery, tools, and equipment with enhanced durability and precision. - Construction Materials:
Plastic parts used in construction, such as pipes, fittings, and insulation materials, are produced using hot runner injection molding systems for reliable performance. - Aerospace and Defense:
Critical components in aerospace and defense, including cockpit equipment and aircraft interior parts, are manufactured with precision using hot runner injection molding systems. - Sporting Goods:
Items like helmets, protective gear, shoe soles, and equipment components benefit from hot runner injection molding for consistent quality and performance. - Furniture Components:
Hot runner injection molding systems are employed to create various components for furniture, including handles, chair parts, and decorative elements.
These examples illustrate the versatility of hot runner injection molding across industries, showcasing its ability to efficiently produce diverse plastic parts with enhanced quality and reliability.
Design Considerations for Hot Runner Injection Molding
Designing an effective hot runner system involves several critical considerations to ensure optimal performance, part quality, and efficiency in plastic injection molding. Here are key design factors to keep in mind:
- Components Compliance with Materials:
Choose hot runner components (nozzles, manifolds, heaters, etc.) that are compatible with the specific plastic material being used. Different materials have varying melting temperatures, viscosities, and flow characteristics that impact the design of the hot runner system. - Gating Options:
Select appropriate gating methods based on the part design. Determine whether a single-point gate, multiple gates, or specialized gating (such as edge gating) is required for optimal flow and minimal part distortion. - Material Flow Balance:
Ensure balanced material flow among all mold cavities to achieve uniform part quality. Consider using flow analysis tools to simulate and optimize flow paths, gate sizes, and runner configurations. - Cooling:
Implement effective cooling channels to manage part solidification and reduce cycle times. Proper cooling helps prevent warpage, shrinkage, and stress-related defects in the final part. - Thermal Control:
Maintain consistent material temperature throughout the hot runner system to prevent material degradation and achieve uniform part properties. Utilize internal or external heating elements strategically to optimize temperature control. - Gate Vestige:
Minimize gate vestige by choosing appropriate gate types and optimizing gating locations. Gate vestige affects part appearance and may require additional post-processing steps. - Material Changeovers:
Design the system to facilitate quick and efficient material changeovers, which are essential for color changes or when switching between different plastic materials. - Purge and Cleaning:
Include provisions for effective purging and cleaning of the hot runner system to prevent cross-contamination between material runs and maintain consistent part quality. - Pressure Drop:
Minimize pressure drop across the hot runner system to ensure adequate injection pressure and prevent issues like short shots or incomplete filling. - Quality Control:
Incorporate sensors, monitoring systems, and quality control mechanisms to detect issues like blocked nozzles, temperature variations, or flow imbalances that could affect part quality. - Cost:
Balance the design’s complexity with cost considerations. Optimize the system’s design to achieve efficient production while minimizing manufacturing and maintenance expenses. - Supplier Collaboration:
Work closely with experienced hot runner system suppliers and manufacturers to benefit from their expertise in design, material selection, and system integration. - Simulation and Testing:
Utilize computer simulations and prototyping to validate the design before actual production, ensuring that the chosen hot runner system will meet performance expectations.
By carefully considering these design factors, you can create a hot runner system tailored to your specific injection molding needs, resulting in consistent part quality, efficient production, and minimized downtime.
Factors to Consider in Hot Runner Injection Molding
When choosing a hot runner system for injection molding, several key factors must be carefully evaluated to ensure optimal performance and cost-effectiveness.
- Material Compatibility:
Selecting a hot runner system that matches the plastic material is paramount. Consider the material’s melting temperature, viscosity, and any potential interactions with the hot runner components. Be mindful of temperature requirements to prevent material degradation during the molding process. - Part Design and Complexity:
The complexity of the part geometry significantly influences hot runner system selection. Evaluate how the chosen system will impact gating options, flow balance, and cooling. Ensure the system can accommodate the specific demands of the part’s design for consistent quality. - Cost Considerations:
Balancing costs is crucial. Assess both the initial investment and the long-term operational costs associated with the chosen hot runner system. Consider factors such as maintenance, energy consumption, and material waste. Determine cost-effectiveness based on production volume and specific project requirements. - Flow Control and Balance:
Efficient material flow control is vital for part quality. Analyze the hot runner system’s capability to ensure uniform material distribution and balanced filling across all cavities. Adequate flow control mechanisms help prevent defects and inconsistencies. - Cycle Time and Production Efficiency:
Evaluate how the selected hot runner system affects cycle times and overall production efficiency. Systems that enable faster filling and cooling contribute to increased output and reduced manufacturing costs. - Maintenance and Reliability:
Consider the maintenance requirements and reliability of the chosen system. Assess factors such as ease of maintenance, availability of spare parts, and the system’s track record for consistent performance. - Color Changes and Material Purging:
For applications involving frequent color changes or material shifts, assess the ease of purging the system between runs. Minimizing downtime during color changes can enhance overall production efficiency.
Step-by-Step Process of Hot Runner Injection Molding
Hot runner injection molding follows a series of steps to produce high-quality plastic parts. The process typically involves the following stages:
- Mold Preparation:
The mold is carefully designed and manufactured to accommodate the hot runner injection molding system. It consists of two halves, the stationary half (cavity side) and the moving half (core side). - Material Melting:
The plastic resin is melted in an extruder, where it is heated to its molten state. The temperature is carefully controlled to ensure proper viscosity for injection. - Injection:
The molten plastic is injected into the hot runner injection molding system through the nozzle. The hot runner injection molding system serves as a channel to transfer the molten material from the injection unit to the mold cavity. - Distribution:
Within the hot runner injection molding system, the molten plastic is distributed through the manifold, which is a network of channels that connect the nozzle to the individual mold cavities. The manifold ensures equal flow and pressure distribution to each cavity. - Cooling:
Once the plastic fills the mold cavities, it starts to cool and solidify. Cooling channels within the mold help expedite the solidification process. - Mold Opening and Ejecting:
After the plastic has solidified, the mold is opened, separating the stationary and moving halves. The molded parts are then ejected from the mold.
Advantages of Hot Runner Injection Molding
Hot runner injection molding offers several advantages that contribute to improved efficiency, reduced waste, and enhanced part quality. Additionally, hot runner injection molding systems can be automated to a greater extent, minimizing labor requirements and reducing the risk of human error.
The key advantages of hot runner injection molding include:
- Reduction in Material Waste and Cycle Time:
Hot runner injection molding systems eliminate the need for runners, which are solidified plastic channels in traditional cold runner systems. By eliminating runners, hot runner injection molding significantly reduces material waste. The molten plastic flows directly into the mold cavities without the need for solidified runners that would later be discarded. This reduction in material waste leads to cost savings and improved resource utilization. Additionally, the elimination of runners reduces cycle times as there is no need for cooling and removing the solidified runner system, resulting in increased production efficiency. - Elimination of Runner System-Related Defects:
The use of hot runner injection molding systems helps eliminate defects commonly associated with runner systems, such as gate vestige and knit lines. Gate vestige refers to undesirable marks or remnants left at the gate location after the solidified runner system is removed. In hot runner injection molding, the molten plastic flows directly from the manifold into the mold cavities, reducing the occurrence of gate vestiges. Knit lines are also minimized as the molten plastic remains at a consistent temperature throughout the process, resulting in improved part quality. - Enhanced Control over Melt Flow and Part Quality:
Hot runner injection molding systems provide precise control over the melt flow, enabling better part quality and consistency. The consistent temperature control offered by hot runner systems ensures that the molten plastic reaches each mold cavity at the desired temperature, resulting in uniform filling and improved part quality. Hot runner injection molding systems offer greater design flexibility compared to cold runner systems. The ability to precisely control the flow and gating of the plastic material reduces the occurrence of defects and allows for the production of complex parts with intricate geometries. - Reduced Post-Processing:
Parts produced using hot runner injection molding systems often require less post-processing, as there are fewer gate marks or other defects to address. This can save time and resources during the finishing stages of production. - Minimized Variability:
Hot runner injection molding systems help minimize variability in part dimensions and properties. The consistent temperature of the runners contributes to uniform material flow and cooling, resulting in more predictable and repeatable part characteristics.
Disadvantages of Hot Runner Injection Molding
- Higher Costs (Mold and Maintenance):
In hot runner injection molding systems, the sophisticated mold design and intricate maintenance demands contribute to their elevated cost. Additionally, the constant heating requirements raise energy consumption. - Complex Maintenance & Operational Needs:
In hot runner injection molding systems, the inclusion of hot runner injection molding components introduces complexity to maintenance and operation, potentially leading to increased wear and tear on molding machinery. - Polymer Thermal Sensitivity:
In hot runner injection molding systems, extremely heat exposure can render some thermally sensitive materials unsuitable for hot runner systems. - Challenges in Changing Colors:
In hot runner injection molding systems, changing colors necessitates a multi-step purge of the current material, resulting in significant scrap generation—particularly for larger parts—and considerable machine downtime.
Hot Runner System vs Cold Runner System
A cold runner system and a hot runner system are two different types of injection molding systems used in the manufacturing of plastic parts. Let’s explore each of them and discuss the advantages of hot runner systems over cold runner systems.
What is a Cold Runner System?
In a cold runner system, the mold contains channels (runners) that are kept at ambient temperature. The plastic material is injected into these runners, and then it flows into the cavities where the final part is formed. After each injection cycle, the material in the runners solidifies and needs to be removed, resulting in material waste. This waste is typically reprocessed or discarded. Cold runner systems are simpler and more cost-effective but can lead to material wastage and potentially affect part quality consistency.
Differences of Hot Runner Systems over Cold Runner Systems
Hot runner systems and cold runner systems are two distinct approaches in injection molding, each with its own set of characteristics and advantages. Here are the key differences between the two:
Material Flow and Waste:
In a hot runner system, molten plastic is injected directly into the mold cavities, and the runners (channels that guide the plastic) remain at an elevated temperature. This eliminates the need for solidified runners, reducing material waste and minimizing the need for reprocessing.
In a cold runner system, plastic is injected into runners and then into the mold cavities. After each injection cycle, the cold runners solidify and need to be removed and discarded, leading to material waste and potentially requiring additional processing steps.
Material Quality and Part Consistency:
Hot runner systems provide better control over material flow and temperature, leading to improved part quality, reduced gate marks, and more consistent dimensions and properties.
Cold runner systems may have inconsistencies in material flow and temperature, which can affect part quality and result in gate marks or other defects.
Production Efficiency:
Hot runner systems generally offer faster cycle times since there’s no need to cool and reheat the runners with each cycle. This leads to increased production efficiency and potentially higher output rates.
Cold runner systems may have longer cycle times due to the cooling and solidification of runners.
Design Flexibility:
Hot runner systems allow for more flexible gating options and enable the production of more complex part geometries with multiple gates. This can lead to more creative and intricate designs.
Cold runner systems may have limitations in gating options and may be better suited for simpler part designs.
Initial Investment and Maintenance:
Hot runner systems come with a higher initial investment due to the need for specialized components like heaters, nozzles, and controllers. Maintenance can also be more complex and may require skilled technicians.
Cold runner systems have a simpler design and are generally less expensive to set up and maintain.
Material Type Compatibility:
Hot runner systems are suitable for a wide range of plastic materials, including those that are heat-sensitive or require precise temperature control.
Cold runner systems can work with a variety of materials but may be less suitable for heat-sensitive plastics due to the cooling and solidification of runners.

About Sungplastic
Sungplastic is a plastic product manufacturer with rich experience in injection molding. According to the different product development requirements, we flexibly adjust the manufacturing process to achieve high quality, high efficiency and more economical.
We offer a variety of manufacturing services: Rapid Prototyping, Tool Making, Injection Molding, Product Design and Development, CNC Machining and Metal Stamping. You can choose from a variety of plastics, silicone rubber, or metal for your product. Regardless of mass production or small batch customization, Sungplastic has always been committed to providing assured, efficient and more economical one-stop processing services for your projects.
Contact us for a free quote and project review.
Get a free quote and design analysis today.
We’ll reply you within 6 working hours.
We respect your privacy.