How to do a good job in injection mold design service?
Check the plastic product structure
When we get a plastic product, don’t be in a hurry to part the mold. One of the most important things is to check the structure of the injection molded product first, including molded problems such as draft and thickness.
After analyzing the draft of the product, the wall thickness, and the place where there is an undercut in the mold release direction, the mold designer basically knows the direction of the mold parting surface and the position of the gate. Of course, these are ultimately to be confirmed with the customer.
Analyze the factors affecting the mold structure
After I analyze the product structure, can I start to design the mold? Of course the answer is NO.
In order to avoid detours during design, some items that affect the structure of the injection mold must be confirmed.
The specific content that needs to be confirmed is as follows:
- a. Confirm the tonnage and model of the injection molding machine used in production. Failure to confirm this information may result in the inability to determine the inlet diameter of the sprue sleeve in your mold, the diameter of the positioning ring, the size and position of the ejection hole, the maximum depth the injection molding machine can penetrate the mold, the size of the mold base, closing height, and other important details.
- b. Confirm the coding mode of the injection molding machine. The commonly used ones are platen code mold, screw code mold, hydraulic code mold, magnetic code mold and so on. Once this is confirmed, the mold designer will know whether it is necessary to design the screw holes or the mold slot when designing the mold.
- c. Verify the properties of plastic products, including the product’s clamping line, material, and shrinkage rate. It should not be assumed that the shrinkage rate of PP plastic is always 1.5%. The addition of modified materials may alter the characteristics of the material.
Understand the assembly and use of plastic products
Additionally, it is advisable to acquire knowledge of the assembly and utilization of plastic products. Whenever possible, it is recommended to understand the product’s assembly relationships and its intended usage. This knowledge can be useful in designing the mold structure for future productions.Because after understanding these, you will know which are the exterior surfaces and which are non-exterior surfaces, where the draft angle can be increased at will, and which places cannot be changed. It even includes the structure of some products.
If you have a good understanding of the assembly relationship and the intended use of the product, you’ll be able to identify which structures can be eliminated or simplified into another form. The early understanding work will make the mold design work more overall and constructive. We must keep in mind that the process of making injection molds is the process of simplifying complex problems.
Design the mold oil circuit, water circuit and air circuit
Prior to designing the mold oil circuit, water circuit, and air circuit, one must comprehend the external parameters of each circuit and then design each circuit predictably. Typically, the design order for these four circuits is to prioritize the oil circuit. The distribution of the oil circuit should be balanced (especially the mold structure that requires the cylinder to be ejected). If the oil circuit is unbalanced, the ejection action of the oil cylinder will have a sequence, and it is easy to be unbalanced.
Of course, a gear oil separator can also be used, but that is more complicated. The second is the waterway, which must ensure the cooling effect. Uneven distribution of waterways will affect product quality and mold life. The last is the gas path and the circuit. The placement order on the plastic injection mold is as follows: first, the circuit is positioned closest to the top direction, followed by the water circuit, then the air circuit, and finally, at the bottom, the oil circuit connector.
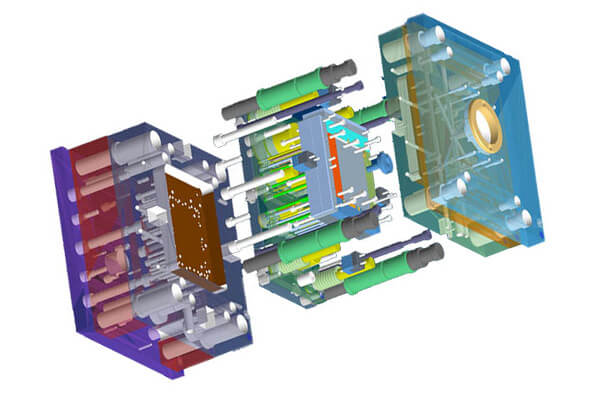
Mold parting design
With this information in hand, we can proceed the injection mold design. The first is parting. The principle of drawing parting surface is simple and good. If it can be stretched, it is determined not to scan, or use other advanced commands.
Secondly, when drawing the parting surface, there must be an overall view, and the parting surface should be simplified as much as possible. If it is not a precision mold, those 0.1~0.5 insertion positions should be avoided if they can be avoided. Additionally, it is essential that the parting surface adheres to a guiding principle, which is to align with the product’s trend as closely as feasible. By doing so, the resulting parting surface will be aesthetically pleasing.
Ultimately, the idea behind the design is more critical than the specific design tool employed. When creating the parting surface, it is sufficient to recognize that the penetration surface’s angle and area should be as extensive as possible, and the draft angle should be as wide as feasible. It is necessary to fully consider whether the mold fitting of the parting surface is smooth after the actual mold is made in the future.
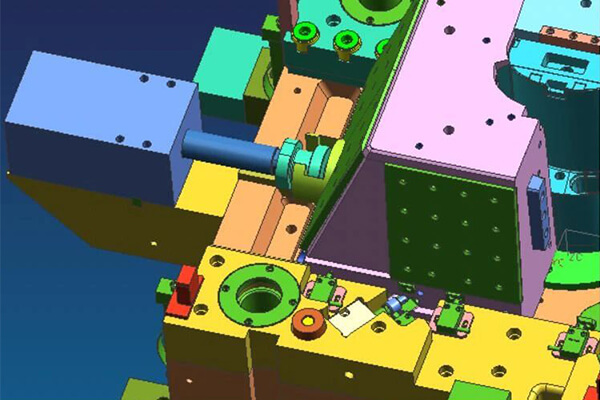
Mold slider design
When making the parting surface, the arrangement of the slider and the inclined roof must be considered, because those also involve changes to the parting surface.
The typical slider structure is a trigonometric function relationship. It is necessary to ensure that the angle of the inclined guide post is not too large, and try to keep it below 30 degrees. The principle of selecting the inclined guide post is to be as thick as possible, because the inclined guide post is subject to force.
In addition, the slider is also divided into many variant structures, for example, uphill slider, downhill slider, inner pumping slider, cylinder pumping, front mold slider, slider with slider, slider with reverse top, slider with Inclined roof, etc. These special structures make full use of the trigonometric function relationship, the purpose is to realize the demoulding of the undercut of the product, and the normal opening and closing action of the injection mold.
Mold lifter design
The second is the inclined roof, which is more flexible, but the angle of a typical inclined roof should not be too large, try not to exceed 15 degrees. Of course, you can do it at 20 degrees, but the lifespan will be difficult to guarantee, and the movement will be very smooth. For specific principles, refer to trigonometric functions and theoretical mechanics.
There are many evolution forms of the shape of the sloping roof, for example, uphill lifter, downhill lifter, crooked neck lifter, large lifter inlaid with lifter rods, large lifter inlaid with round rods, small lifter inlaid with hanging table, under the top block The lifter, the lifter on the slider, the lifter with a reverse top, etc., all these structures have one purpose, using trigonometric functions to make the product reverse. After the design is completed, it is necessary to verify the relationship of the trigonometric function, that is, to actually simulate the opening and closing action of the mold, and to consider whether there will be problems during injection molding, etc.
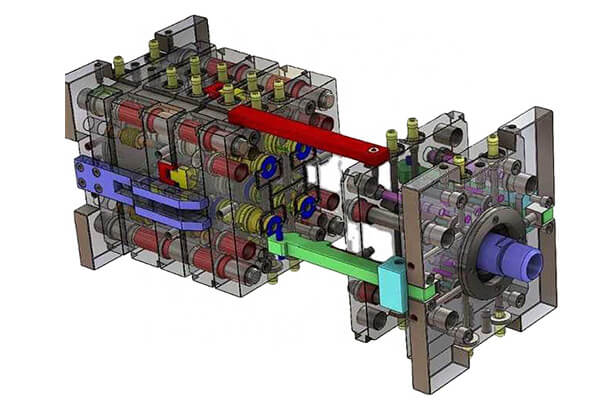
Ranking of mold structure
We’ve split the mold. Next is the ranking of the mold structure. According to the actual situation of the product, different types of mold structures are selected, for example, two-plate mold, three-plate mold, hot runner, IMD, IML, two-color mold, stack mold and so on. All mold structure types serve for the mass production of products. When choosing a formwork, we must fully consider the 4th point of attention just mentioned.
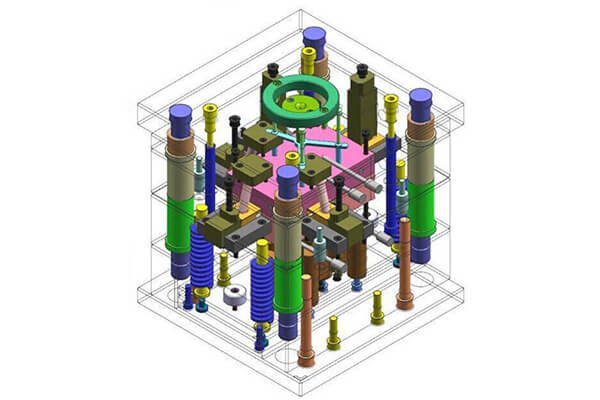
Mold insert design
After choosing the mold base, we have to consider the inlay of the mold. The principle of inlaying is to simplify processing, save materials, and facilitate product molding, such as exhaust and so on. If you think there is a particularly thin place on the mold, it must be inlaid separately for easy replacement in the future. When inlaying, it is necessary to fully consider the strength, processability, and designability of the future waterway of the mold inserts.
After the mosaic is finished, it is necessary to add standard parts. The principle of adding standard parts is to focus first and then parts, and try to arrange the balance and symmetry as much as possible. Generally, ejector pins are added first, and the arrangement of waterways must be considered when adding ejector pins.Under normal circumstances, the arrangement of the ejector pins should be given priority, then the waterway should be roughly designed, and then the waterway ejector pins should be adjusted according to the actual situation to achieve a balance between the two. The principle of adding ejectors is to place where the holding force is strong. In addition, it should be added to the place where the strength structure of the product is relatively good, such as the table, the edge, etc., so as to avoid whitening of the ejector or unbalanced ejection.
The principle of drainage is the principle of adding ejection, because generally speaking, the place where the product has a strong grip is the hot spot of the product, and the part that needs to be cooled, this contradiction needs to be adjusted. As for whether to use the ejector rod or the ejector block or push plate, it needs to be analyzed in combination with the structural characteristics of the product. For example, if the product is easy to stick to the front mold, it is necessary to consider whether to add an undercut to the rear mold, or to add an ejector to the front mold. If the product structure is not fully analyzed, and the state of the product during the injection molding process is not actually considered, problems may arise in the mold design work. The ejector pin waterway is added, and the rest are various standard parts. The underlying concept of incorporating standard parts is to prioritize the focus on the whole, followed by its individual components, and strive to achieve a harmonious and symmetrical arrangement.
Check the finished mold design
After the design of the whole set of mold is completed, the following checks must be done. The first is the draft analysis of the insert to see if there is any undercut. The second is the interference check of each part of the mold, which is the most important. The last is the simulation of the mold opening and closing action to ensure the machinability of each mold part and the smooth assembly process of the mold.
At this point, the general plastic injection mold design process is over. In fact, mold design is a matter full of contradictions. If the design is perfect, the cost of the mold will be high. If the design is simple, the product may have to be changed, or the strength and service life of the mold will be affected. Therefore, there is no absolute mold design. As long as the balance between cost and actual needs is found, the mold design service will be successful.

About Sungplastic
Sungplastic is a plastic product manufacturer with rich experience in injection molding. According to the different product development requirements, we flexibly adjust the manufacturing process to achieve high quality, high efficiency and more economical.
We offer a variety of manufacturing services: Rapid Prototyping, Tool Making, Injection Molding, Product Design and Development, CNC Machining and Metal Stamping. You can choose from a variety of plastics, silicone rubber, or metal for your product. Regardless of mass production or small batch customization, Sungplastic has always been committed to providing assured, efficient and more economical one-stop processing services for your projects.
Contact us for a free quote and project review.
Get a free quote and design analysis today.
We’ll reply to you within 6 working hours.
We respect your privacy.
+86 139 2927 4777 (WhatsApp, Wechat)