Reduce Injection Molding Cost – Adjust Machine Settings to Maximize Efficiency
Adjust mold clamping – reduce injection molding cost
Adjusting the low-pressure mold clamping is the key to reducing the cost of molding production.
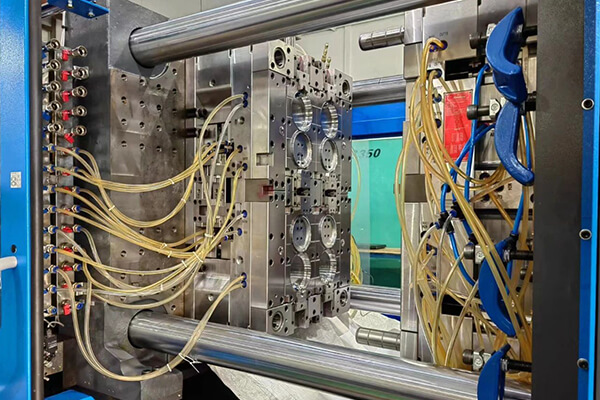
Taking a 168T injection molding machine as an example, the steel injection mold on the injection molding machine is a set of small molds with a size of 450x450mm. If there is no scientific basis for injection molding, and the mold clamping parameters that are thought out with the thumb and inputted at will without the brain, how can we achieve mass injection molding production with excellence?
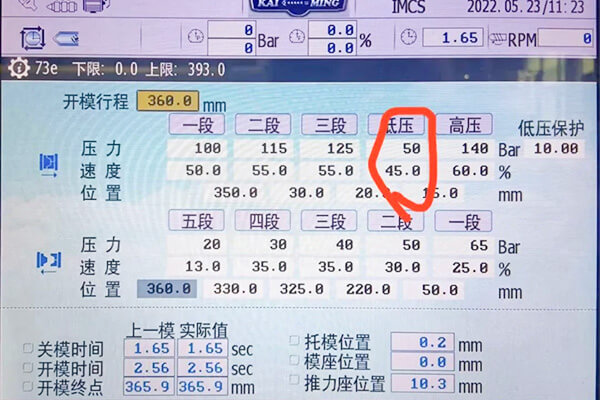
- 1. This is a small plastic mold, but the clamping pressure of one stage, two stages and three stages is 100Bar, 115Bar, and 125Bar, which is incorrect. In addition to increasing the energy consumption of the injection molding machine and wasting electricity, it is useless.
- 2. The low-pressure pressure is 50 bar, the speed is 45, and the low-pressure stroke is only 5mm (20mm—15 mm=5 mm), which is a very wrong operation. Then there are pressed products, water outlets, and foreign objects, and the mold will definitely be crushed. Mould repairing not only wastes man-hours of mold repairing, but also affects the delivery time of injection molding. There is no buffer in the mold clamping stroke, and it hits directly. After a long time, the parting surface of the mold will appear edging. This will increase the number of injection molding machine operators, or increase the cost of mold repair. How does this reduce costs?
- 3. The high-pressure clamping pressure is 140 bar, the speed is 60, and the high-pressure position is 15mm. This setting is extremely wrong. If the maximum clamping pressure of the machine is 140Bar, use 140Bar, the speed is 60, and the high-pressure position is 15mm, that is, the distance between the front and rear mold parting surfaces is one finger width away, and you can smash it with high pressure and high speed. Whatever steel will be crushed, and what will be happened to precision mould?
Endless mold repairs, the original mold life of 1 million molds, and hundreds of thousands of beers will be finished. What kind of cost reduction is this talking about? So how to adjust the injection mold clamping?
Five ways to reduce costs by adjusting injection mold clamping
- 1. The clamping low-pressure pressure is 0-20 bar, and the speed is 0-30 bar. After confirming the low-pressure stroke, the pressure should be adjusted upwards from 0, as long as it is suitable. Fold A4 paper for a test, and it is better not to clamp the mold and pop it open. Or test with PP nozzle, it is better not to flatten.
- 2. The high-pressure clamping pressure should not exceed 90% of the maximum pressure, and the high-pressure speed should not exceed 40.
- 3. Pay attention to confirm that the mold is locked tightly (when the mold is clamped to high pressure, the pointer of the system pressure gauge should reach the 9-11 o’clock position).
- 4. The high pressure position is high pressure with the position data where the parting surface is closely attached. When the new machine, mold clamping machine hinge, and electronic ruler are calculated normally, the high voltage position should not exceed 1mm. Some old machines need to be set according to the actual display data, but the high-pressure data must be based on the data displayed when the mold parting surface is close.
- 5. The mold opening and locking action should be fast and smooth, without vibration or abnormal sound. Under the premise of ensuring the speed, the set mold opening and clamping pressure should be as small as possible, generally set below 50%.
Adjust the melt parameters – reduce injection molding cost
Adjusting the injection molding melt parameters is a cost-reducing measure to ensure product quality and maintain equipment life.
Taking a 28g plastic product as an example, the melt parameter setting is also an unsightly error.
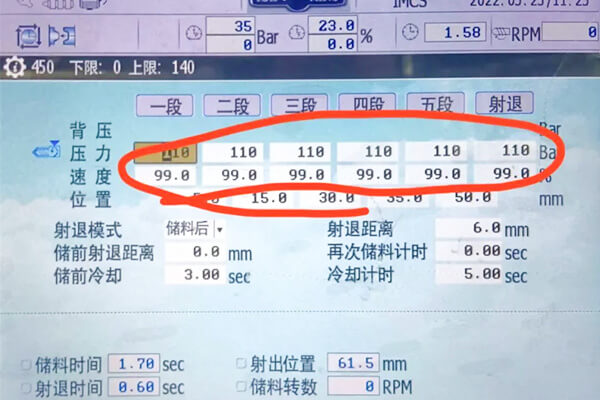
- 1. 110Bar pressure, 99 speed, the screw rotates quickly to melt the glue, the glue melt motor sounds harsh, and the glue is melted in 1.7 seconds. Have you opened the mold yet? Not open, because it needs to cool down for 5 seconds! Is this ridiculous? The settings that do not help to shorten the cycle will not only increase energy consumption and waste electricity, but also cause very large damage to the injection molding machine and seriously shorten the life of the equipment.
- 2. Are the melt parameters such as 110 pressure, 99 speed, and pumping parameters guaranteed for product quality? Won’t melted plastics mix with air bubbles and cause defects? The adjustment action that does not improve production efficiency but increases the degree of equipment loss is not a cost reduction adjustment. It is normal for an injection molding machine to be used properly and maintained for 15 or 20 years. If it is not used correctly, it is normal for the machine to be scrapped after 5 years and 6 years.
Four ways to adjust the injection molding melt
- 1. The melt pressure should not exceed 100 Bar, generally below 80 Bar, and the melt speed should be below 70. It is better if the screw speed does not exceed 60 rpm, the sound is stable, smooth and not harsh. Machines should be differentiated by size, the larger the machine, the slower it will be.
- 2. The back pressure is generally set to 5~20 bar, and it must be checked visually when exiting the injection platform.
- 3. The melting time should not be longer than the cooling time.
- 4. The lower the pumping pressure, the better, generally below 50 Bar, and the speed should not exceed 30.
Finished parts management and reduce operation actions
End-piece management, reducing operation actions so that one person can operate multiple machines is the biggest cost-cutting measure for on-site commissioning personnel.
Is it difficult to adjust the injection molding process of an injection molding product? Is it difficult to process an injection molding product with too many capes? These problems are best known to injection molding machine adjusters.
After the injection mold is produced each time, the injection molding personnel will open a mold repair and improvement order, attach a sample, pull the mold to the mold room to repair the front, clean and dredge the exhaust, and make the injection parameters of the mold wider. In this way, the operator no need to process the cape.
Reducing machine adjustment time and manpower is the biggest cost reduction method for injection molding manufacturers.

When each operator placed the mold after the order was produced, he carefully reviewed the problems in the production process of this set of molds. When doing the maintenance of the last part, the production of this injection molding department is lean.
- 1. All the molds that have produced the lower mold must be the final part. (3-5 beer water boards, 3 beer powder pieces, if necessary, quality personnel should provide a model for repair).
- 2. For molds with sharp edges and moulds that are difficult to adjust, send them for repair and improvement after confirmation by the supervisor. (Injection molding technicians should come up with feasible improvement plans, such as water entry, exhaust, cooling, etc.)
- 3. It is necessary to check whether the thimble is reset, the row is sliding, the exhaust is cleaned, the parting surface is clean, and the water delivery is normal.
- 4. Reduce operating actions, gradually achieve more than one machine per person, and improve production efficiency.
Summary – benefits of lower injection molding cost
Injection molding is a popular manufacturing process. However, injection molding services can be expensive, especially if the injection molding machine needs to be adjusted. Fortunately, injection molding plants can optimize their operations in a number of ways to reduce costs.
One way to reduce costs is to adjust injection moulding machine settings to minimize injection time, and injection defects, increase injection efficiency and optimize staffing to operate the injection molding machine. This can be achieved by optimizing the temperature, pressure and speed settings of the machine, as well as ensuring that moulds are properly designed and maintained. By minimizing injection molding rejects, injection molding manufacturers can save on raw material costs and reduce the time and labor required for post-production cleanup.
In short, in addition to the above mentioned: injection molding clamping cost reduction method, injection molding melt plastic cost reduction method, and end-piece management method, an excellent injection molding service provider will also set the best cooling time, the best injection pressure and holding pressure Time, etc., are managed to the extreme! If the management of the adjustment machine action of the injection molding process can be achieved to the extreme, the operation can be optimized and the quality of plastic products can be improved. Then injection molding manufacturers will finally gain a higher market competitive advantage and customer satisfaction.

About Sungplastic
Sungplastic is a plastic product manufacturer with rich experience in injection molding. According to the different product development requirements, we flexibly adjust the manufacturing process to achieve high quality, high efficiency and more economical.
We offer a variety of manufacturing services: Rapid Prototyping, Tool Making, Injection Molding, Product Design and Development, CNC Machining and Metal Stamping. You can choose from a variety of plastics, silicone rubber, or metal for your product. Regardless of mass production or small batch customization, Sungplastic has always been committed to providing assured, efficient and more economical one-stop processing services for your projects.
Contact us for a free quote and project review.


Get a free quote and design analysis today.
We’ll reply to you within 6 working hours.
We respect your privacy.
+86 139 2927 4777 (WhatsApp, Wechat)